, , Grohe в Санкт-Петербурге")
Седло клапана и с чем его едят (2)
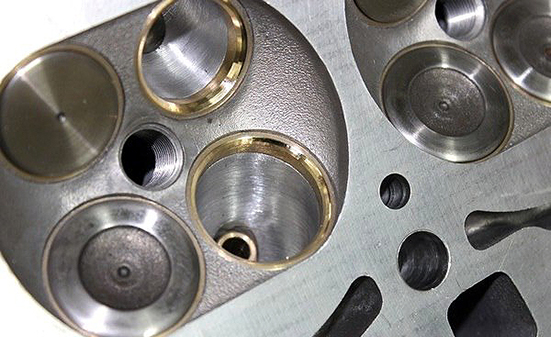
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм. Почему, я объясню ниже.











Необходимость в этой операции возникает после замены направляющих втулок, вследствие естественного износа седел клапанов, после прогара клапана или любого другого нарушения герметичности соединения седло-клапан. Обработка производится на Newen Contour BB, путем формирования нового профиля седла фасонным резцом. Обработка производится на Newen Contour BB , путем формирования нового профиля седла фасонным резцом. После восстановления геометрии седла герметичность соединения седло-клапан проверяют с помощью вакуум-тестера, для чего отшлифованный или новый клапан устанавливают в направляющую втулку не засухаривая , из соответствующего канала откачивают воздух и по величине разряжения или по скорости его изменения оценивают, на сколько герметично соединение. При высокой точности обработки седла и фаски клапана притирка не требуется. Эта операция актуальна в случае фатального износа седел, прогара седла, при многократной обработке седел, при увеличении поперечного сечения клапанной щели путем замены клапанов на клапаны с большим диаметром тарелки форсирование двигателя , в некоторых случаях после ремонта трещин если трещина проходила под седлом , при сильном перегреве двигателя седла могут просто выпасть из тела головки , после некачественного ремонта седел и др.










В случае нарушения соосности клапана головка клапана седла неизбежно искривляется при каждом опускании в седло. При чрезмерном искривлении или изгибе происходит усталостное разрушение стержня клапана и головка отламывается от него. Линия разлома расходится от точки возникновения усталостной трещины дугообразно в обе стороны по окружности стержня.